 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Design forem na potravinářské nádoby
Vlastnosti produktu:
1. Strukturní charakteristiky
Jednorázový box na rychlé občerstvení má relativně velký tvar a tloušťku stěny 0,35~0,5 mm.
2. Charakteristiky použití
Požadavky na použití jednorázových krabic rychlého občerstvení: za prvé, spolehlivá kvalita, včetně spolehlivé pevnosti plastových dílů, krásný vzhled, netoxické a neškodné; za druhé, nízké výrobní náklady, včetně jednotlivých plastových dílů, nízká hmotnost, nízká cena materiálu a vysoké využití materiálu, výroba Zpracování je pohodlné a výstup je dostatečně velký.
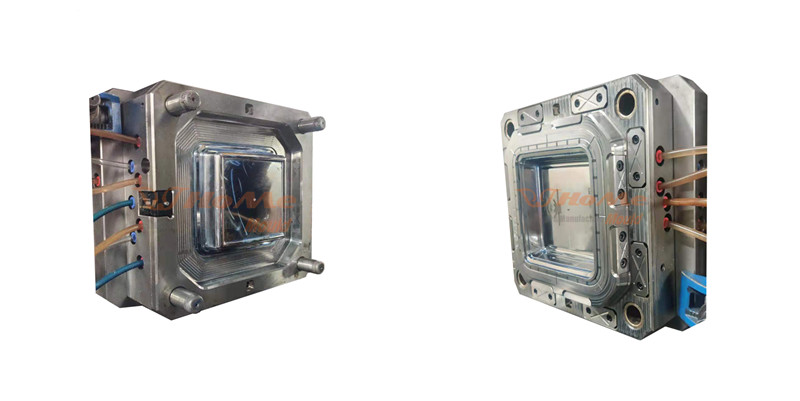
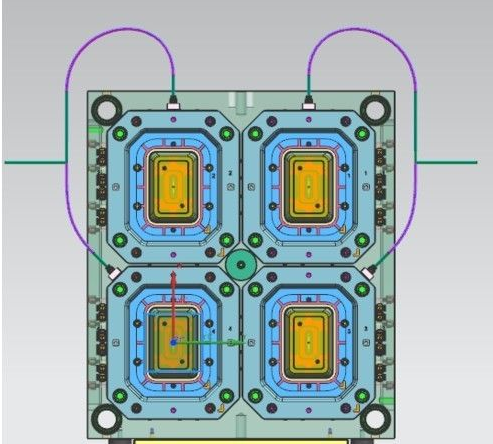
Konstrukce struktury formy:
S ohledem na vlastnosti jednorázových krabic rychlého občerstvení komplexně, konstrukce formy přijímá dvoudeskovou strukturu formy se 4 dutinami. Kromě toho je třeba zvážit systém nalévání, chladicí systém a systém vyhazování.
1. Návrh licího systému
Aby se plně zlepšila míra využití materiálu a kvůli špatné tekutosti polypropylenu (PP), měla by být jednorázová svačinová krabička s tloušťkou stěny asi 0,5 mm v krátké době vstřikována. Systém nalévání formy by měl mít tvar horkého vtoku. Horký vtok má následující výhody: ① úspora surovin; ② může zlepšit kvalitu lisování plastových dílů; ③ pomoci zlepšit efektivitu výroby a usnadnit automatizovanou výrobu. Nevýhodou je příliš vysoká teplota formy a je třeba věnovat pozornost dostatečnému chlazení, zvýší se náklady na výrobu formy. S ohledem na komplexně výhody a nevýhody horkého vtoku pomáhá konečné použití systému horkých vtoků zlepšit kvalitu lisování a efektivitu výroby plastových dílů.
2. Návrh chladicího systému
Funkcí chladicího systému je rychle vychladnout formu a regulovat teplotu formy. Protože teplota PP materiálu během vstřikování je 220 ~ 270 ℃, rozumná konstrukce chladicího systému výrazně zkrátí dobu chlazení plastových dílů, a tím zkrátí cyklus vstřikování. Vzhledem ke speciální konstrukci a požadavkům formy využívá chladicí systém vícesmyčkové chlazení pro plné zajištění chlazení lisovaných plastových dílů.
Protože forma používá systém horkého vtoku, bude teplota horké části trysky relativně vysoká a k horké trysce horkého vtoku je také přidán chladicí systém.

3. Návrh vyhazovacího systému
Díky velkému tvaru jednorázového boxu na rychlé občerstvení a relativně tenké tloušťce stěny mají plastové díly větší utahovací sílu na části formy. Pokud se použije běžný vysouvací systém tlačné tyče, je snadné soustředit sílu do polohy bodu tlačné tyče a značky tlačné tyče ovlivní plast Kvalita lisování dílů bude narušena, když závažné, což má za následek odpadní produkty. Pokud je použito vyhazování typu tlačné desky, sníží se míra zmetkovitosti, ale konstrukce tlačné desky zvýší nadměrný pohyb formy, prodlouží výrobní cyklus a sníží efektivitu výroby.
Forma využívá vícebodovou konstrukci vyhazování s pomocí plynu. Po otevření formy je do dutiny pod určitým tlakem vháněn vzduch, aby se oddělily plastové díly a forma. Vícebodové vyhazování pomocí plynu má následující výhody: Za prvé, je snadné ovládat tlak a vyhazovací síla je rovnoměrná, aby nedošlo k vyfouknutí plastových dílů; za druhé, plynem asistované vyhazování se nevysune → reset → znovu vysunutí → znovu resetuje, pouze je třeba kontrolovat tlak a plyn může být včas vyfouknut. Ušetřete čas formování a zkraťte cyklus formování.
Odeslat dotaz



X
Používáme cookies, abychom vám nabídli lepší zážitek z prohlížení, analyzovali návštěvnost webu a přizpůsobili obsah. Používáním tohoto webu souhlasíte s naším používáním souborů cookie.
Zásady ochrany osobních údajů