 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Výrobník forem kbelíků na barvu
Výrobník forem kbelíků na barvu
1. Hongmei je dobrá továrna na výrobu forem kbelíků na barvy. Máme zkušenosti s výrobou tohoto typu lopaty a formy excentricita při sériové výrobě.
* Abychom prodloužili životnost formy a kvalitu výrobku, zvyšujeme tvrdost formovací oceli tepelným zpracováním. Oceli, které běžně používáme, jsou H13 (48-52HRC), 2316 (45-50HRC) atd. Abychom zabránili excentrům plísní, používáme celý kus oceli k vyrobit formu kbelíku.
Chladicí systém je velmi důležitý. Přijímáme jednosmyčkový způsob chlazení a nastavujeme rovnoměrné rozvody vody, jak je to jen možné.Pro zvýšení chladicího účinku lze do jádra a dutiny vložit měď beryllium.
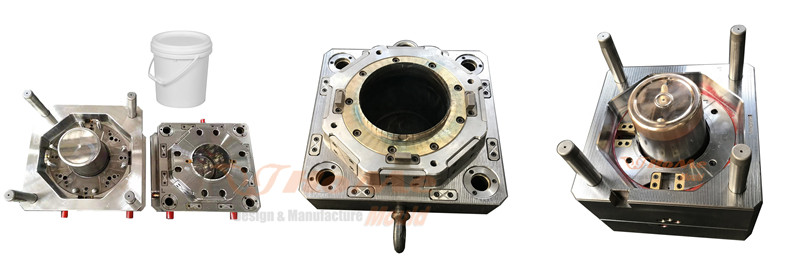
* Náš tentoplíseň na kelímky k demontáži použijte vzduchovou pomoc, stírací desku a středový vyhazovač (uvolněte ve dvou krocích). Pro zvýšení chladicího výkonu jsou ve středu také vodní kanály.
* Všechny malé jezdce budou nitridovány, aby se zvýšila tvrdost.
* Je důležité udržovat údržbu pro formy na kbelíky. Měli bychom zkontrolovat a ujistit se, že jsou odblokovány vodní kanály a vzduchový okruh. Přidejte mazací olej pro kluzáky, pravidelně čistěte stírací desku a středový vyhazovač.
2. Software pro návrh forem kbelíků na barvu.
Pro návrh dílů a návrh forem používáme ug, cimatron a autocad. A v případě potřeby analyzujeme návrh formy pomocí softwaru moldflow.
3. Materiál formy kbelíku s barvou.
Jádro formy a dutina mohou být vyrobeny pomocí P20, 718, H13 atd. A pokud to zákazník požaduje, vložíme CuBe na jádro formy a dutinu, abychom získali lepší chlazení, aby se zkrátila doba cyklu, ale náklady na formu se zvýší.
A. P20
Široce se používá k výrobě forem na kbelíky, životnost formy kolem 300 000 výstřelů. Cena formy je nižší než u oceli 718 a H13.
b. 718
Životnost formy kolem 500 000 výstřelů.
C. H13
Kalená ocel, životnost formy minimálně 1 000 000 výstřelů.
d. Základ formy.
Ocel S45C. Můžeme sami vyrobit základ formy, použít standardní základnu formy, jako je LKM atd.
4. Dutina formy kbelíku na barvu č.
1, 2 nebo 4. Závisí na velikosti lopaty a tuně vstřikovacího stroje zákazníka.
5. Systém běhounu formy kbelíku na barvu.
Více než 90 % se systémem studených vtoků, zbytek se systémem horkých vtoků. Obvykle forma kbelíku na barvu navržená se studeným vtokem přímo vtokem, vtokem přímo na dílu. Níže uvedený obrázek jako příklad.
Kontaktujte mě
Odeslat dotaz



X
Používáme cookies, abychom vám nabídli lepší zážitek z prohlížení, analyzovali návštěvnost webu a přizpůsobili obsah. Používáním tohoto webu souhlasíte s naším používáním souborů cookie.
Zásady ochrany osobních údajů