 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


produkty
- Forma na velké domácí spotřebiče
- Forma na malé domácí spotřebiče
- Forma na plastové díly pro domácnost
- Plastové formy na lékařské vybavení
- Plastové Kancelářské Vybavení Forma
- Plastové formy na automobilové díly
- Plastové formy na motocyklové díly
- Plísně pro domácí mazlíčky
- Plastová forma židle
- Plastové průmyslové díly forma
- Vstřikovací forma na plastové přepravky
- Forma na plastové výrobky pro děti
- Plastová tenkostěnná forma
- PET Preform A Cap Forma
- Forma na tvarování plastových trubek
- Plastové výrobky
- Jiné plísně







Plastová forma pláště reproduktorové skříně
Jako profesionální výrobce bychom vám rádi poskytli vysoce kvalitní plastovou formu na pouzdro reproduktorů. A my vám nabídneme ty nejlepší poprodejní služby a včasné dodání. Abychom vyhovovali našemu lidskému životu, ukázalo se, že stále více malých chytrých zařízení, pokud máte nápady, můžeme vám pomoci vyrobit skořepinu produktu, chytit příležitost získejte výhodu. Zde představujeme plastovou formu na pouzdro reproduktorové skříně.
Odeslat dotaz
Popis výrobku
Jako profesionální výrobce bychom vám rádi poskytli vysoce kvalitní plastovou formu na pouzdro reproduktorů. A my vám nabídneme nejlepší poprodejní servis a včasné dodání.
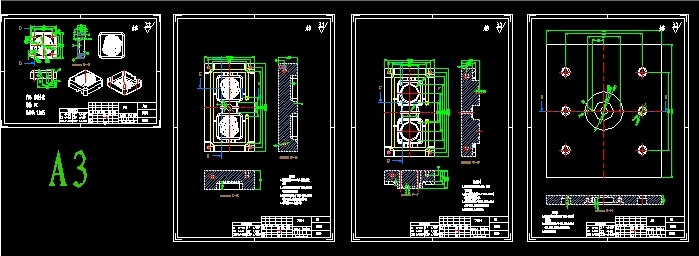
Plastová forma pláště reproduktorové skříně
Formovací ocel: H13
Základna formy: P20
Tepelné zpracování: nitrid
Dutina: jedna dutina
Běžec: studený běžec
Doba cyklu: 33s
Povrchová úprava: leštěnka
Životnost formy: 500 000 výstřelů
Balení: dřevěné pouzdro
Plastová konstrukce skříně reproduktoru
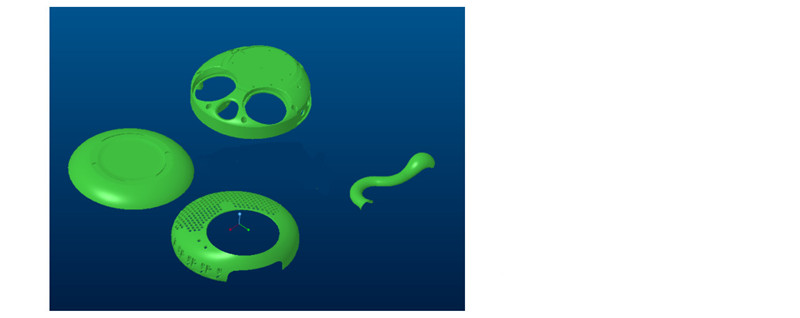
Plastová forma pláště reproduktorové skřínědesign dbáme na technické požadavky plastových dílů jsou, že nesmí být žádné vady jako proražení, vstřikování, čáry toku, póry, deformace deformace, stříbrné pruhy, studené materiály, čáry trysek atd.
Průměrná tloušťka plastového dílu je 1,80 mm, materiál plastového dílu je ABS, smrštění 1,004 a hmotnost plastového dílu 16,56 gramů.
Jak si vybrat Hot Runner nebo Cold Runner ofPlastová forma pláště reproduktorové skříně?
Výhoda Hot Runner:
1. Zkraťte dobu tvarovacího cyklu, některé tenkostěnné plastové díly by mohly být vstřikovány do 5 sekund.
2. Žádný vodní plastový materiál, má velké prostředky na tyto materiály s vysokou cenou.
3. Kvalita vtoku u dílů tvořících horký vtok je dobrá, zbytkové napětí po vyjmutí z formy je nízké, deformace dílů je malá, takže méně vadných výrobků než u studených vtoků.
4. Není třeba řezat bránu a ošetření, zlepšit efektivitu výroby.
Výhoda studeného běhu:
1. Cena formy je nižší než cena horkého vtoku, to je důležité.
2. Údržba plísní je levná
Takže bychom mohli podle naší situace vybrat horký vtok nebo studený vtok, hlavně podle vašeho celkového výkonu a struktury formy a nákladů na materiál.
Příslušenství forem
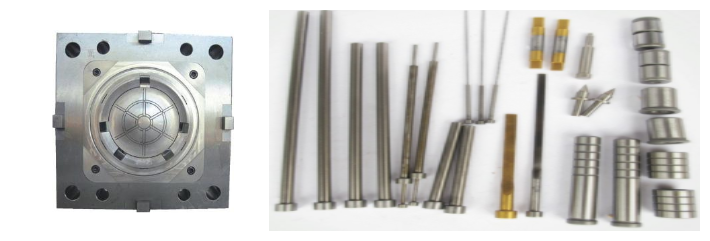
Jednoduchý výhon, dvojitý výhon, dvojitý výhon, plochý výhon, polohovací sloupek, plastové vodicí pouzdro formy, rovné pouzdro, pouzdro středního sloupku, plastové vodicí pouzdro formy, rovné pouzdro, pouzdro střední konzoly, polohovací sloupek, pomocné zařízení čtvercového typu, trojrozměrné pomocné zařízení vedení polohovacího bloku, tryska typu A, B, C, pevný kroužek typ A, B, standardní mechanický spínač.
Jak se vypořádat sPlastová forma pláště reproduktorové skříněRezavý?

1. Po zastavení vstřikování plastovou formu otřete
2. Při zastavení formování na dlouhou dobu by měl být do dutiny formy nastříkán inhibitor rzi. Je třeba poznamenat, že před nástřikem je třeba dutinu formy vytřít, dokud nezůstane žádná rezavá skvrna.
co jePlastová forma pláště reproduktorové skříněVýfukový systém?
1) Odkud přichází vzduch?
A. Ve vstřikovacím systému a dutině formy je vzduch
b. Některé suroviny mají ještě vodu, promění se v páru.
C. Některá aditiva těkají nebo se tvoří plyny při vzájemných chemických reakcích
2) Škody způsobené špatným větráním
A. V procesu vstřikování tavenina nahradí plyn v dutině, pokud se plyn nemůže vypustit, díly budou neúplné a další vady.
b. Vzhledem k tomu, že plyn je vysoce stlačený, teplota v dutině prudce stoupá, díly mohou hořet. Vyskytuje se hlavně na soutoku dvou pramenů taveniny, mrtvého úhlu a příruby hradla.
C. Eliminace plynu není plynulá, takže rychlost taveniny v každé dutině je odlišná, proto se snadno tvoří stopy po toku a po tavení a snižují se mechanické vlastnosti plastových dílů
d. V důsledku plynové překážky v dutině se sníží rychlost plnění, bude ovlivněn formovací cyklus a sníží se efektivita výroby
Řešení větracích otvorů:
Otevřená výfuková drážka, náprstek výfuk, vložit výfuk, vložit výfuk.
Kontaktní osoba
Hot Tags: Plastová forma na skříň reproduktorů, Čína, Na zakázku, Kvalita, Móda, Nový Styl, Prodej za tepla, Populární, Levné, Koupit, Nejnovější prodej, Velkoobchod, Nejnovější, Nízká cena, Továrna, Vyrobeno v Číně, Cena, Výrobci, Dodavatelé, OEM, ODM, včasné doručení, bezplatný vzorek
Štítek produktu
Odeslat dotaz
Neváhejte a napište svůj dotaz do formuláře níže. Odpovíme vám do 24 hodin.









X
Používáme cookies, abychom vám nabídli lepší zážitek z prohlížení, analyzovali návštěvnost webu a přizpůsobili obsah. Používáním tohoto webu souhlasíte s naším používáním souborů cookie.
Zásady ochrany osobních údajů