 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Domov
>
produkty > Forma na velké domácí spotřebiče
>
Plastová pohyblivá forma skořepiny klimatizace
produkty
- Forma na velké domácí spotřebiče
- Forma na malé domácí spotřebiče
- Forma na plastové díly pro domácnost
- Plastové formy na lékařské vybavení
- Plastové Kancelářské Vybavení Forma
- Plastové formy na automobilové díly
- Plastové formy na motocyklové díly
- Plísně pro domácí mazlíčky
- Plastová forma židle
- Plastové průmyslové díly forma
- Vstřikovací forma na plastové přepravky
- Forma na plastové výrobky pro děti
- Plastová tenkostěnná forma
- PET Preform A Cap Forma
- Forma na tvarování plastových trubek
- Plastové výrobky
- Jiné plísně








Plastová pohyblivá forma skořepiny klimatizace
Jako profesionální výrobce bychom vám rádi poskytli vysoce kvalitní plastovou pohyblivou klimatizační formu. A my vám nabídneme nejlepší poprodejní servis a včasnou dodávku. Jsme profesionální výrobce plastových pohyblivých klimatizačních forem v Číně, pokud chcete vědět více, můžete nás kontaktovat.
OEM Forma na klimatizaci, Čína Výrobce forem na klimatizaci! Domů vítáme vás na návštěvě naší společnosti.
OEM Forma na klimatizaci, Čína Výrobce forem na klimatizaci! Domů vítáme vás na návštěvě naší společnosti.
Odeslat dotaz
Popis výrobku
Jako profesionální výrobce bychom vám rádi poskytli vysoce kvalitní plastovou pohyblivou klimatizační formu. A my vám nabídneme nejlepší poprodejní servis a včasné dodání.
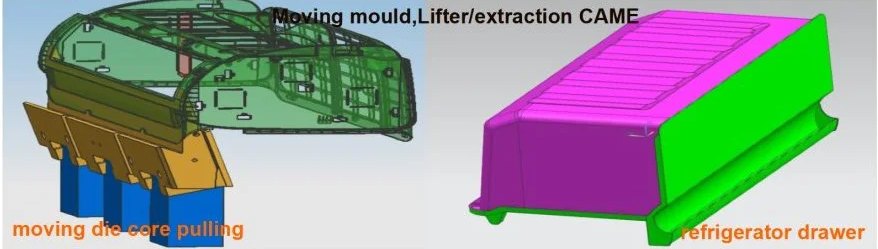
Plastová pohyblivá forma skořepiny klimatizace
Plastová pryskyřice: ABS
Rozměr formy (mm):1700*980*1140
Hmotnost formy (T):14T
Ocel s dutinou formy:1,2083
Ocel jádra formy:1,2344
Doba cyklu: 120 s
Doba výroby (den): 75 DNÍ
Životnost plísní:≥500 000 SNÍMKŮ
Typ konektoru chladícího potrubí: rychlospojka DME NS350 SERIES, vynikající design chladicího systému, design chlazení bude co nejvíce chladit co nejlépe.
Plastová pohyblivá forma skořepiny klimatizaceTok
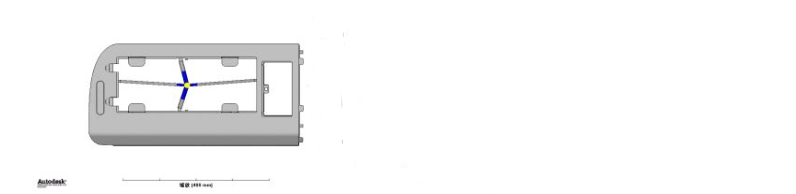
U velkých forem, jako je forma na automobilové díly, můžeme provést analýzu toku formy, než začneme pracovat.
Po analýze toku formy se rozhodneme pro vstřikovací brány a konstrukce.
Formy lze tedy úspěšně a hladce dokončit.
Jaké jsou výhody Aoxu
Designový tým a výroba
Nenabízíme pouze vstřikovací služby, ale komplexní konstrukční tým a výrobní služby. Můžeme vám pomoci postavit prototyp dílu, vylepšit váš design, vybrat správnou plastovou pryskyřici pro vaše potřeby a vyrobit vaše formy a vaše produkty – to vše ve stejném zařízení!
To vám ušetří čas a peníze, protože při sestavování vašich komponent není třeba spolupracovat s jinými třetími stranami. Celý proces zvládneme u nás v naší provozovně a zajistíme, že plastové vstřikované díly, které potřebujete, získáte rychle a za nízkou cenu.
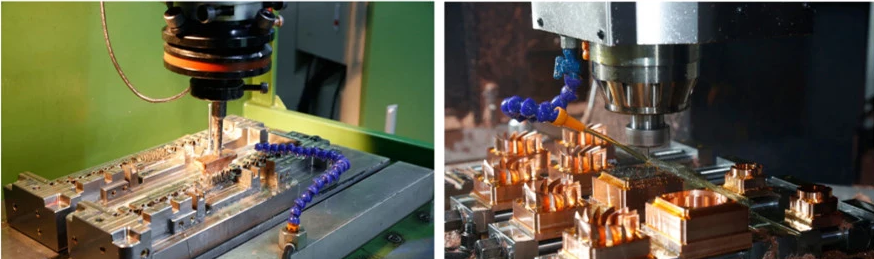
Profesionální pokročilé stroje
Hodně jsme investovali do nejnovějších moderních vstřikovacích lisů. Naše vstřikovací stroje poskytují konzistentnější výsledky a vyšší účinnost – za nižší náklady
Tyto úspory předáváme našim zákazníkům a umožňujeme jim nechat si plast vstřikovat
Technologie HoMe Mold – vaše přímá výroba
Na rozdíl od některých jiných společností tam nejsme prostředník. Vaše díly nezadáváme jiným výrobcům třetích stran a ubíráme si část zisku pro sebe
Místo toho řešíme každý krok výrobního procesu interně. Můžeme tak zajistit, že kvalita vašeho produktu je naprosto perfektní – a minimalizovat riziko vadných nebo nesprávně vylisovaných dílů. To vám zase ušetří čas i peníze.
Běžná otázka ohledně formy pro rám klimatizace
Otázka: Příčiny a řešení otřepů (záblesků) vytvořených při prvním spuštění vstřikovacího stroje a také neúplné plnění po chvíli výroby:
Odpověď: Při prvním spuštění stroje teče tavenina v válci vstřikovacího stroje hladce s nižší lepivostí díky delší době zahřívání, takže dochází k otřepům produktu. Po chvíli výroby, protože tavení nepřetržitě odebírá teplo, nebude produkt plně vstřikován kvůli velké lepivosti a špatné tekutosti. Tento problém lze vyřešit postupným zvyšováním teploty hlavně po nějaké době do výroby.
Otázka: Ve výrobním procesu nemůže být produkt plně vstřikován, dokonce ani zvýšení vstřikovacího tlaku a rychlosti někdy nebude fungovat. Proč a jak to řešit:
Odpověď: Ve výrobním procesu tavení nepřetržitě odebírá teplo, takže produkt nebude plně vstřikován kvůli velké lepivosti a špatné likviditě. Tento problém lze vyřešit zvýšením teploty válce vstřikovacího stroje.
Otázka: Příčiny a řešení pro oválný produkt:
Odpověď: Výrobek se stává oválným, protože tavenina není rovnoměrně přiváděna, což způsobuje nerovnoměrný tlak na obvod výrobku, čímž se stává oválným. 3-bodový vstřikovací přístup lze upravit tak, aby umožňoval rovnoměrné krmení.
Kontaktujte mě
Hot Tags: Plastová pohyblivá forma na klimatizaci, Čína, Na míru, Kvalita, Móda, Nový Styl, Prodej za tepla, Populární, Levné, Koupit, Nejnovější prodej, Velkoobchod, Nejnovější, Nízká cena, Továrna, Vyrobeno v Číně, Cena, Výrobci, Dodavatelé, OEM , ODM, včasné doručení, bezplatný vzorek
Odeslat dotaz
Neváhejte a napište svůj dotaz do formuláře níže. Odpovíme vám do 24 hodin.









X
Používáme cookies, abychom vám nabídli lepší zážitek z prohlížení, analyzovali návštěvnost webu a přizpůsobili obsah. Používáním tohoto webu souhlasíte s naším používáním souborů cookie.
Zásady ochrany osobních údajů